 Welcome to Dongguan Mahe Machinery Equipment Co., Ltd. HOME!
Welcome to Dongguan Mahe Machinery Equipment Co., Ltd. HOME!
H
HOT product



1、點(diǎn)焊的總厚度不得超過8mm,焊點(diǎn)的大小一般為2T+3(2T表示兩焊件的料厚),由于上電極是中空并通過冷卻水來冷卻.因此電極不能無限制的減小,最小直徑一般為3~4mm.
2、點(diǎn)焊的工件必須在其中相互接觸的某一面沖排焊點(diǎn),以增加焊接強(qiáng)度,通常沖床模具排焊點(diǎn)大小為Φ1.5~2.5mm高度為0.3mm左右.
3、兩焊點(diǎn)的距離:焊件越厚兩焊點(diǎn)的中心距也越大,偏小則過熱使工件容易變形, 偏大則強(qiáng)度不夠使兩工件間出現(xiàn)裂縫.通常兩焊點(diǎn)的距離不超過35mm(針對2mm以下的材料).
4、焊件的間隙:在點(diǎn)焊之前兩工件的間隙一般不超過0.8mm,當(dāng)工件通過折彎后再點(diǎn)焊時,此時排焊點(diǎn)的位置及高度非常重要,如果不當(dāng),點(diǎn)焊容易錯位或變形,導(dǎo)致誤差較大.
5、折彎模具點(diǎn)焊的缺陷:
(1)破損工件的表面, 焊點(diǎn)處極易形成毛刺須作拋光及防銹處理.
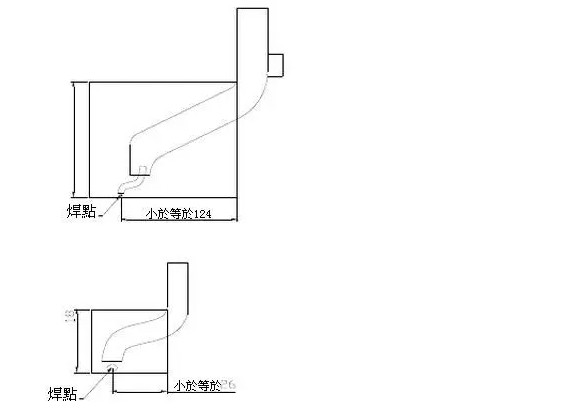
(2)點(diǎn)焊的定位必須依賴于定位治具來完成, 如果用定位點(diǎn)來定位其穩(wěn)定性不佳. 6 點(diǎn)焊的干涉加工范圍:
以下是折彎機(jī)械手焊機(jī)點(diǎn)焊的示意圖, 圖中的數(shù)據(jù)為加工范圍.




 Scan,WeChat
Scan,WeChat


